服务热线:18762195566
联系我们

更新时间:2025-07-23 21:06:51 ip归属地:临沂,天气:多云转晴,温度:25-34 浏览次数:8 公司名称: 鑫邦源特钢(临沂市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电联 |
| 发货期限 | 1-3天 |
| 供货总量 | 999 |
| 运费说明 | 协商 |
| 质量等级 | 一级 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 适用领域 | 化工 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 品牌 | 鑫邦源 |
| 产地 | 山东 |
| 范围 | 防腐钢管_40Cr无缝钢管供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 兰山区、罗庄区、沂南县、郯城县、沂水县、苍山县、费县、平邑县、莒南县、蒙阴县、临沭县等区域。 |



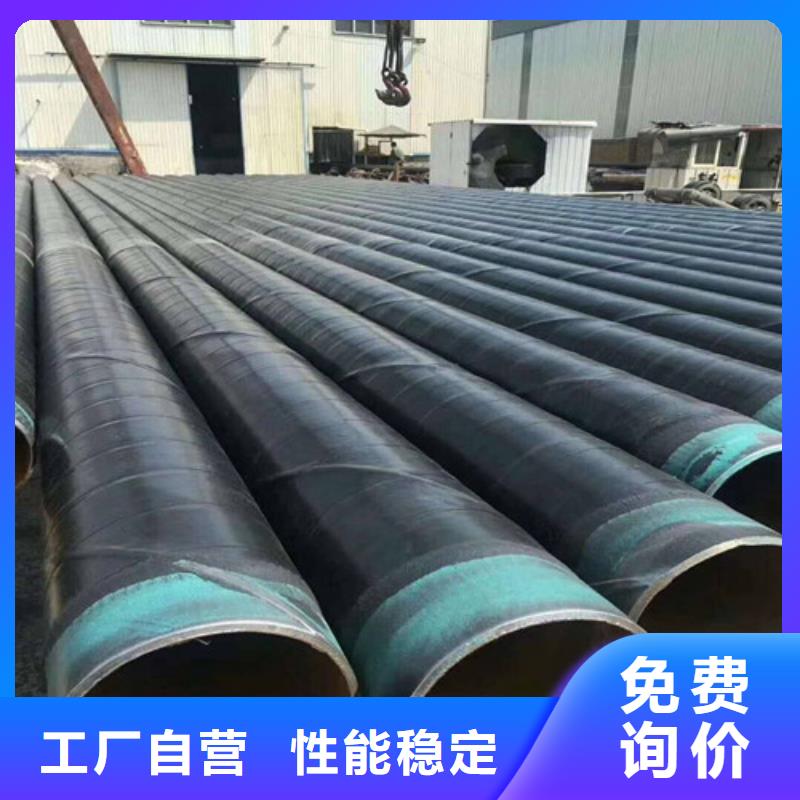



3pe防腐钢管壁厚偏差范围是多少
3pe防腐钢管壁厚偏差范围主要是指防腐层的厚度偏差范围及管材的壁厚偏差范围。
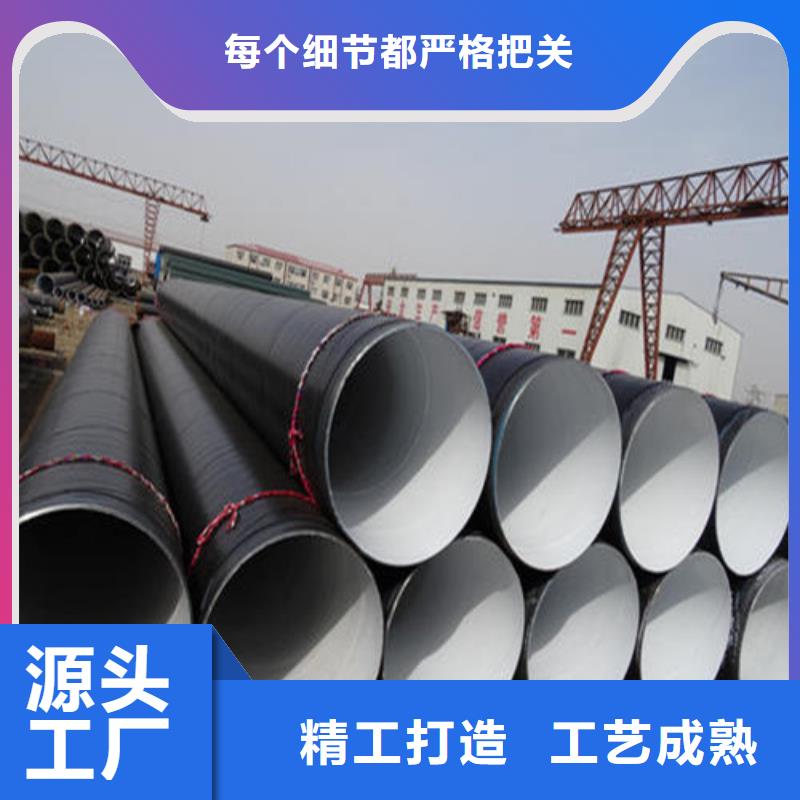
1、3pe防腐层的偏差范围
3pe防腐层的偏差范围通常订单中又明确的规定,通常是不能低于多少厚度,目前并没有标准进行详细规定。
2、管材的壁厚偏差范围
由于3pe防腐钢管使用的管材多为螺旋钢管和无缝钢管两种。
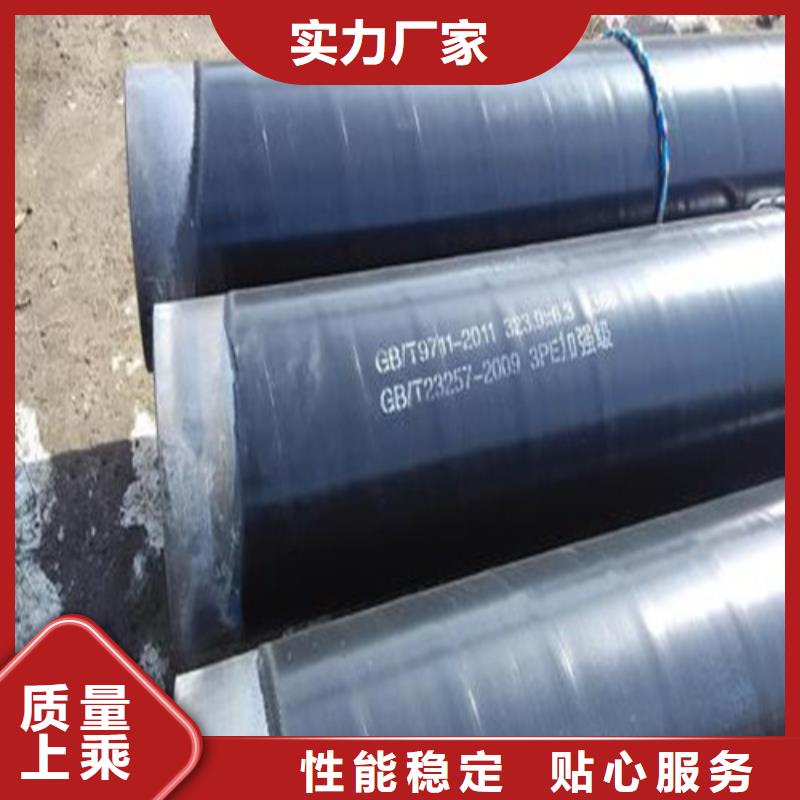
S1 ±15%,小±0.6 mm
S2 A ±12.5%,小±0.4 mm
B +正偏差取决于重量要求-12.5
S3 A ±10%,小±0.2mm
B ±10% ±12.5% ±15%
小±0.4mm
C +正偏差取决于重量要求 -10%
S4 A ±7.5%, 小±0.15 mm
B 士7.5% 士10% ±12.5% ±15%
小士0.2 mm
S5 ±5%,小士0.10 mm
注: S是钢管公称壁厚,D是钢管公称外径。





鑫邦源特钢(临沂市分公司)质量观念是:通过不断改进 20#无缝钢管和缺陷确保顾客满意;为顾客提供好的 20#无缝钢管产品;建立和维持一个切实有效的质量管理体系;通过内部交流,促使全体员工参与质量。同时,我们遵守的环境法规,遵循集团公司全球法规和标准,从而确保生产流程能够利用能源,与环境协调发展。